深受启发,原来国外是这样加工高温合金的!
作者:飞泰窑炉 发布时间:2016-08-20 浏览次数:2543
高温合金又称耐热合金或热强合金,能在600~1000℃的高温氧化气氛及燃气腐蚀条件下工作,热强性能、热稳定性及热疲劳性能良好。高温合金按基体元素分为镍基高温合金、铁基高温合金及钴基高温合金,广泛应用于各个领域,特别是航空、航天、发电设备和造船等行业。
高温合金的分类及特点
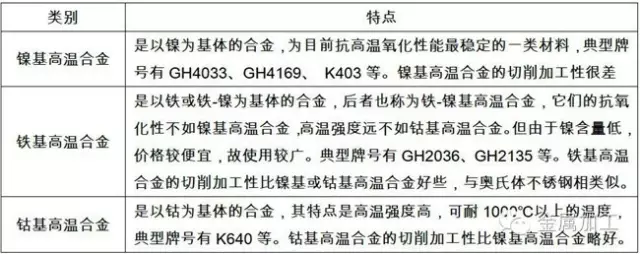
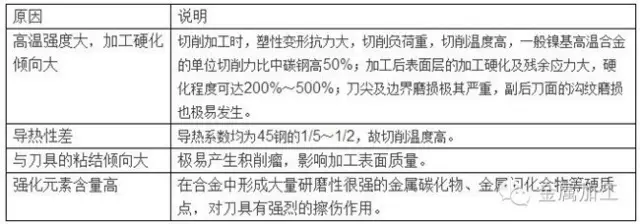
大家都知道高温合金非常难切削,那么到底难切削的原因是什么,请看下面这个表格。
刀具材料
如此难切割的高温合金,必须有专门的刀具来对付,在刀具材料方面常用的是硬质合金刀具,仅在切削速度很低的复杂型面加工时才采用高速钢。用硬质合金刀具切削时,***好选用性能较佳的新牌号。另外氮化硅陶瓷由于其抗粘结性和耐热性及硬度高于硬质合金,所以也适用于对高温合金的半精加工和精加工。PCBN刀具由于具有高硬度和高热性等特点,更适于对高温合金的连续切削加工。
刀具几何参数
高温合金材料的切削对刀具的几何参数也要求,变形高温合金(如锻造、热轧、冷拔)。刀具前角γ0为10°左右;铸造高温合金γ0为0°左右,一般不鐾负倒棱。刀具后角一般α=10°~15°。粗加工时刀倾角λs为-5°~-10°,精加工时λs =O~3°。主偏角κr为45°~75°。刀尖圆弧半径r为0.5~2mm,粗加工时,取大值。
切削用量
切削用量的选择原则与切削不锈钢基本相同,***主要是切削速度。切削高温合金时,切削速度过高或过低,刀具磨损均较迅速。采用硬质合金刀具时切削速度通常采用Vc=20~50m/min;进给量宜取偏小,一般取f=0.1~0.5mm/r,粗车时取大值,精车时取小值;背吃刀量不宜过小,粗车时取ap=2~4mm,精车时取ap=0.2~0.5mm。高速钢立铣刀加工高温合金常用的切削用量Vc=5~10m/min;fn=0.05~0.12mm/r,ap+1~3mm。硬质合金面铣刀则为Vc=20~45m/min;fn=0.05~0.1mm/r,ap=1~4mm。
让我们先来看一段精彩的加工视频
这是一个线速度1 200m/min的 铣削加工视频
是现场拍摄的京瓷K6030的加工演示,据说效率是超硬合金的40倍
介绍了这么多的选择条件和基础知识,那么到底什么样的刀具适合切削高温合金材料呢,今天金属加工小编给金粉们介绍几种刀具,当高温合金材料遇到这些刀具,那么加工中遇到的问题都迎刃而解了。
再让我们看看三种经典的加工方案:
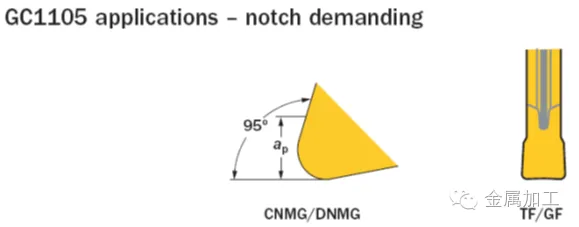
极难加工镍合金——山特维克可乐满的车削加工材质GC1105 高温合金是指以铁、镍、钴为基,能在600℃以上的高温及一定应力作用下长期工作的一类金属材料。按基体元素来分,高温合金又分为铁基、镍基、钴基等高温合金。其中镍基高温合金在整个高温合金领域占有非常重要的地位,它广泛地用来制造航空喷气发动机、各种工业燃气轮机中***热端的部分,能承受高达1100℃的高温。所以人们称镍合金为发动机的心脏。由于此种材料的特性也导致了它极难加工,这对切削刀具的性能提出了非常高的要求,一款高性能,高稳定性的产品就非常的重要,山特维克可乐满的车削加工材质GC1105就是专门用于高温合金车削的一款材质。

GC1105材质介绍
1.GC1105材质特点
1) GC1105材质基体是坚硬的细晶体颗粒硬质合金,涂层是TiAlN,是一种物理涂层,具有很强的抵抗化学侵蚀和热量扩散的能力。
2) GC1105材质的刀片适用于高温合金零件的粗车、半精车及精车加工,是高温合金车削的***材质,例如Inconel 719、Rene65 等材料等;
3) 使用GC1105材质的刀片种类多样,并且槽型众多,能满足客户的各种需求;

4) GC1105的PVD涂层提供了一个极好的耐磨屏障,在加工过程中可以提高刀具寿命及加工稳定性,大大提高了生产效率的同时降低刀具成本;
5) GC1105材质的刀片在切深较大的粗车时能得到比其它材质刀片更好的抗沟槽能力。
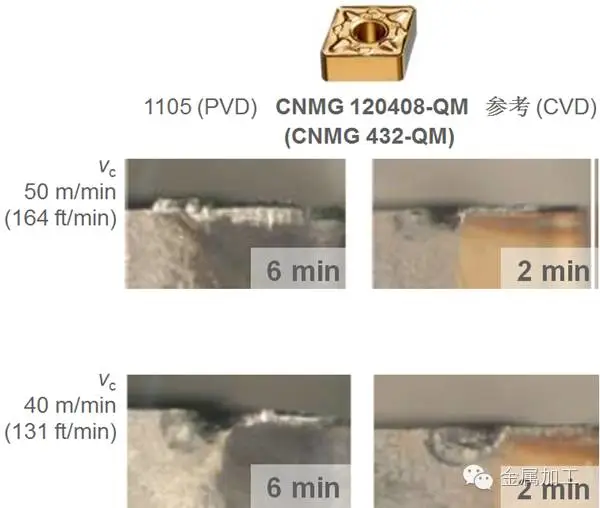
2. 加工实例:
零件材料: Inconel 718
ap = 1.7 mm (.067 inch) fn = 0.25 mm/r (.010 inch/rev)
***近随着超耐热合金的市场增长,加工耐热合金的厂家也逐渐增加,但是随着市场竞争的激化降低加工成本也成为一个迫切的需求,由于超耐热合金的加工性质问题,使得加工时间极长,刀具损耗也很大,加工成本居高不下,对此京瓷提出使用陶瓷刀片进行高速加工谋求缩短加工时间来降低超耐热合金的加工成本。
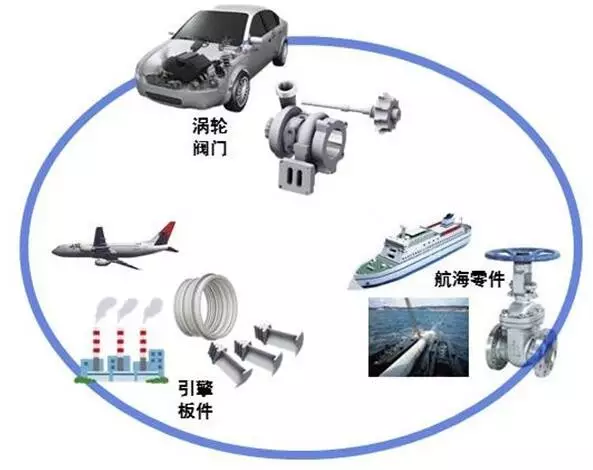
超耐热合金因为耐高温耐腐蚀的特性,主要用于汽车行业,航空航天和能源行业的零件加工。又因为还有耐氧化的特性,也被大量的使用在航海零件的加工上。
近几年,因为环境观念的提升,包扩超耐热合金在内的高性能合金的需求也渐渐提高,如下图所示2020年为止市场的预计增长率为1.3倍。
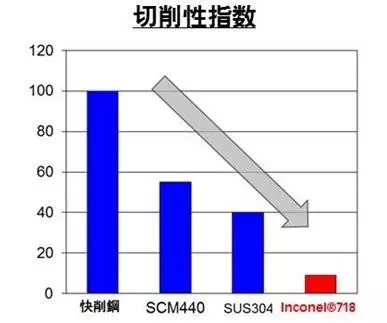
但是由于耐热合金含有大量的Ni、 Cr,所以相对于一般的钢和不锈钢来说,耐热性和耐磨性非常高,但是反过来说由于强度、耐热性和韧性的提高,切屑性也变得非常差,图表的右边是代表性的超耐热合金inconel718,相比于一般的钢件,切削性指数不到10,也就是说连钢件加工性的10分之一都没有。
下表是一个S50C钢和inconel718的加工温度效果图,可以看到线速度在80m/min时,inconel718的温度超过800度。
一般来说加工时刀具的硬度推荐为被加工件的三倍以上,这样按照一般的参数来进行加工的时,不会有太大的问题,但是如果使用高速加工参数的话,超硬涂层可能会由于高温发生软化,硬度也会大为降低,而陶瓷却可以在高温时仍然能够保持硬度不变,所以高速加工时推荐使用陶瓷材质的刀片。
而陶瓷刀片的材质中我们***推荐的是耐热性和硬度***高的SiAION。
在全世界,可以制作SiAION材质的刀片厂家也不多,京瓷是其中的代表之一。京瓷的SiAION陶瓷刀片的型号是KS6030。相比于以前的陶瓷产品,硬度和抗氧化性能更高。
另:相对于超硬涂层刀片,陶瓷的加工线速度必须超过150m/min以上。
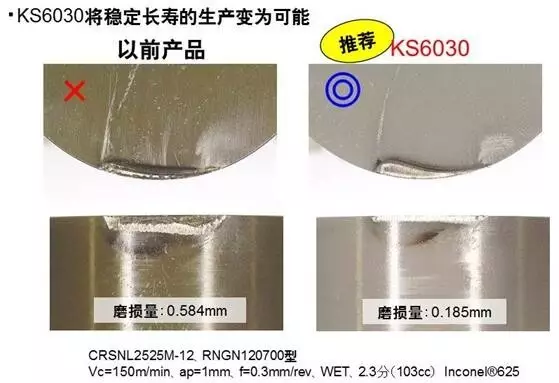
加工案例
零部件名称:轴件
被削材:特殊Ni基超耐热合金
原有刀具:RNGN12型⇒提案刀具RNGN120700E003
刀片材质:超硬涂层⇒KS6030 SiAlON
vc= 30 m/min⇒Vc= 150 m/min
ap= 0.25 mm/min
f= 0.6 mm/rev
湿式
1pass加工 换了3次刀刃⇒1pass加工可能
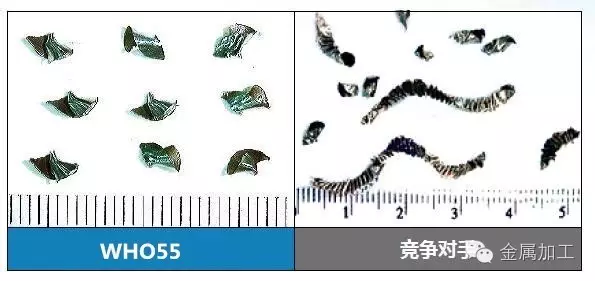
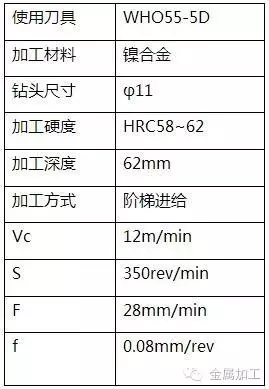
表面硬化——OSG 高温合金专用钻头WHO55-5D
高温合金材料***初主要应用于航天航空领域,由于其有着优良的耐高温和耐腐蚀等性能,逐渐被应用于电力、汽车、冶金、玻璃制造、原子能等工业领域,从而大大的拓展了高温合金材料的应用领域。近年来随着高温合金材料的不断发展,新型材料的出现,高温合金的市场还在增长的状态。虽然高温合金的应用范围广泛,但是在加工过程中容易产生表面硬化现象,从而导致刀具切削刃在切深处产生切口,影响加工工件的精度。为了应对此类加工,OSG推出了高温合金用内冷油孔硬质合金钻头WHO55-5D。